технологические решения


ГеММа-3D.Модуль электроэрозионной обработки
Модуль электроэроззионной обработки 2D/4D предназначен для разработки управляющих программ станковэлектроэроззионной обработки проволокой с постоянным и переменным наклоном проволоки, используя контур в плоскости и другой контур для задания переменного угла.
Модуль электроэрозионной обработки 2D/4D предназначен для разработки управляющих программ станков электроэрозионной обработки проволокой с постоянным и переменным наклоном проволоки, используя контур в плоскости и другой контур для задания переменного угла.
При разработке УП автоматически рассчитывается несколько проходов с разными направлениями с применением коррекции на диаметр проволоки, задаются точки технологического останова для работы с технологическими приспособлениями удержания заготовки от перекоса.
В состав модуля электроэрозионной обработки 2D/4D входят:
- электроэрозионная обработка 4D (опционно);
- электроэрозионная обработка 2D;
- геометрический редактор-2D;
- геометрический редактор-3D;
- редактор шрифтов;
- модуль формирования и редактирования проекта управляющей программы;
- редактор управляющих программ в инвариантном и машинном кодах;
- функция импорта 3D-геометрии из файлов следующих форматов: SAT, DXF, IGES, KOMPAS-3D, STL, EPS, Parasolid, Step;
- прямой интерфейс по импорту 3D-моделей и чертежей из САПР КОМПАС-3D;
- программные средства разработки макропроцедур и постпроцессоров;
- универсальный постпроцессор, преобразующий инвариантный код в код конкретной системы ЧПУ.
Модуль электроэрозионной обработки 2D/4D позволяет рассчитывать траектории и генерировать управляющие программы для обработки на электроэрозионном оборудовании с ЧПУ.
Модуль ЭЭО 2D / 4D включает в себя:
-
Функциональный компонент 2D CAD, обладающий следующими основными возможностями, необходимыми для ЭЭО:
- чтение внешних файлов из различных CAD систем с геометрией по форматам DXF , PostScript, IGES;
- прямой формат импорта данных из КомпасГрафик;
- возможность построения контура детали, включая построение отрезков, дуг, сплайнов и текстовых надписей;
- построение примитивов окружность, прямоугольная рамка, шпоночный паз;
- построение спиралей, эллипсов, спиралей , эвольвент, кривых второго порядка;
- построение сплайн кривых по точкам;
- построение сопряжения между двумя и тремя элементами;
- афинные преобразования (перенос, поворот, масштабирование, растяжение, отражение);
- размножение и повтор фрагмента;
- построение эквидистант с возможностью различного обхода углов, включая петли;
- возможность измерений линейных размеров и углов, расстояний, отклонений, длин и площадей.
-
Дополнительные возможности функционального блока 2D CAD для ЭЭО:
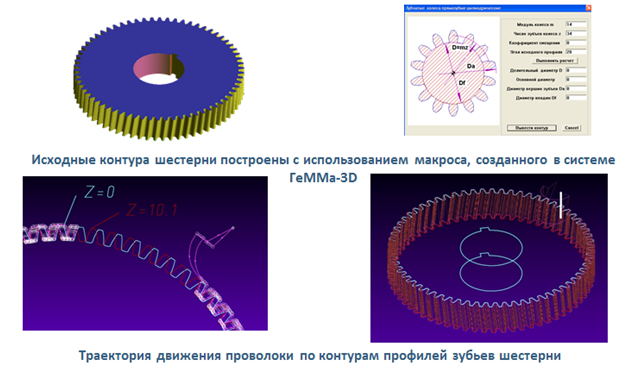
- макробиблиотека для формирования геометрии зубчатых цилиндрических колес.
-
Функциональный компонент CAM, обладающий следующими основными возможностями, необходимыми для ЭЭО:
- управление диаметром проволоки, высотой заготовки и высотой установки в зоне обработки;
- управление режимами обработки – величиной искрового зазора, параметрами генератора и промывки;
- возможность назначения специфических параметров обработки для каждого типа станка;
- возможность задание эквидистантного припуска ;
- возможность многопроходных обработок в том числе с изменением направления обхода контура;
- возможность задания различных вариантов подхода – отхода (по перпендикуляру, по касательному отрезку и касательной
- дуге, комплексные подходы из отрезков и дуг) ;
- обход углов с зазором превышающем искровой зазор ;
- обход углов по петле, чтобы обеспечить остроту угла;
- обработка сплайнов круговой интерполяцией с учетом точности.
-
Дополнительные возможности функционального блока CAM для ЭЭО:
- программирование обработки отверстий для “супердрели”;
- программирование выжигания мелких пазов.
-
Для двух основных способов ЭЭО в функциональном компоненте CAM реализованы следующие возможности:
5.1 Проволочная электроэрозионная (электроискровая) резка 2D
- обработка замкнутого контура от произвольной заданной точки;
- обработка фрагмента контура между двумя заданными точками на контуре;
- задание точек начала и конца обработки вне контура;
- задание точек останова на контуре для возможности перехвата заготовки или выпадающего отхода;
- учет контура заготовки для задания быстрых перемещений;
- обработка с коррекцией на радиус и без коррекции;
- обработка с постоянным углом наклона проволоки.
5.2 Проволочная электроэрозионная (электроискровая) резка 4D по двум контурам заданных на разных высотах
- указание отрезков соответствия между контурами;
- автоматическое построении соответствия равномерно по длине или базовым элементам;
- возможность выбора способа интерполяции (круговая, линейная, коническая) формируемой с учетом точности.